Tig Filler Rod For Welding Sheet Metal Pans

Pin By Chandler Rice On Workshop Welding Welding Projects Welding And Fabrication Welding Art

Tech Tig Welding Steel 101 Welding Projects Tig Welding Metal Welding

Aluminum Tee Multipass Using Pulse Tig Welding Tips And Tricks Welding Tips Tig Welding Tig Welding Tips
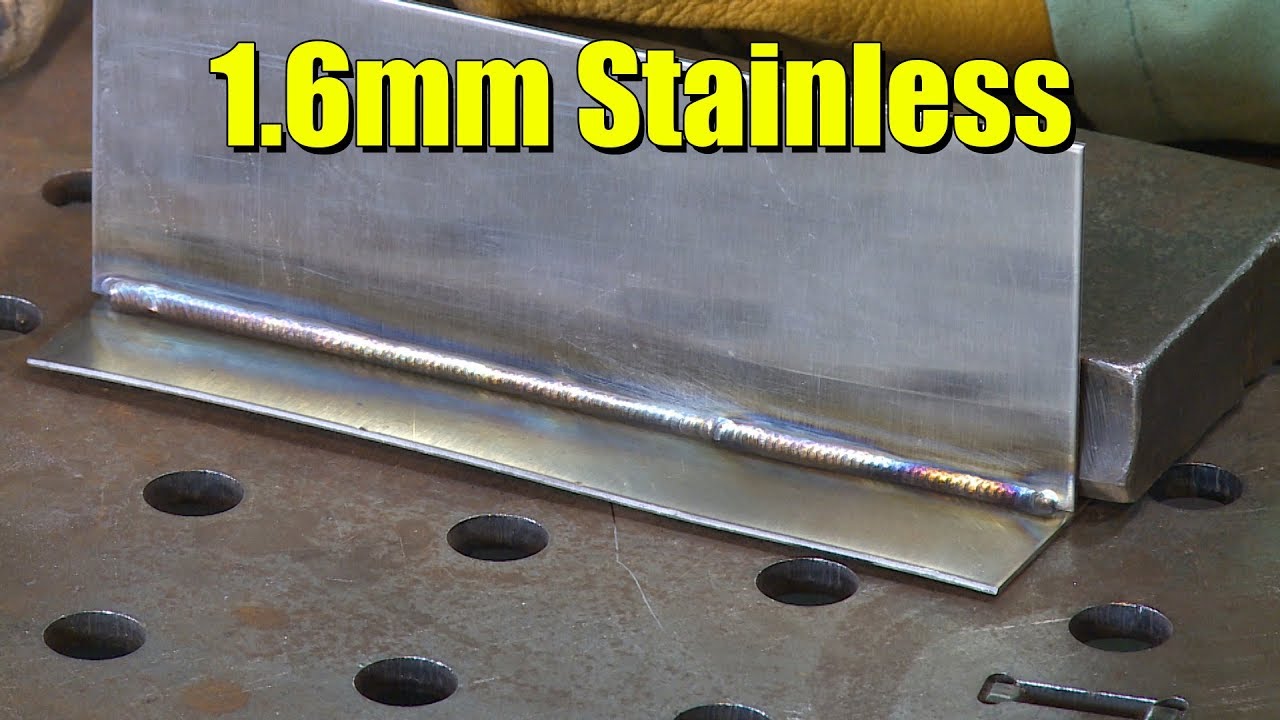
Tig Welding 1 6mm Stainless Fillets Viewer Request Youtube

Welding Stainless Steel To Aluminum Welding Tig Time Youtube

Why Only 50amps Learning To Tig Weld Stainless Steel Big Clear Tig Cup Youtube Welding Projects Welding Tips Welding Training

For sheet metal up to 1 8 inch thick do not use a welding rod bigger than the thickness of the metal you re welding.
Tig filler rod for welding sheet metal pans.

Tig Rod Storage Welding Shop Welding Cart Welding Projects

Welding The Best Way To Learn Youtube Brazing Welding Table Welding Projects

Should You Push Or Pull A Mig Weld Flat Or Ripple Bead Welding Tips Tricks In 2020 Welding For Beginners Welding And Fabrication Welding Tips

Welders Universe Stick Electrode Filler Rod Guide Welding Consumables Welding Aluminum Welding Consumables Welding
Diy Dimple Die Tool Lol Honda Tech Metal Projects Metal Working Sheet Metal Work

Tfs The Secret To Perfect Stainless Tig Welds Welding Projects Welding Welding Tips

Tig Aluminum Welding Projects Welding Projects

Don T Fear The Gap Tig Welding Gaps Youtube

Tig Weave No Filler Weaving Welding Filler

How To Achieve Perfect Welds On Sheet Metal Manual Perfect Panel Preptool From Eastwood Youtube

Two 2 Welding Tig Pen Finger Feeder Rod Holder Pencil Filler Metal 2 Pack Business Industrial Manufacturing Welding Table Welding Projects Welding Art

Stick Welding Stainless Steel Welding Welding Design Welding Crafts Metal Welding

Filler Rod Storage Tig Welding Welding Rods Tig Welding Metal Working

Dn50 1 5 Mil Wall Tube Tig Welding Welding Bull Art

2f Aluminum Tig 1st Week Of Learning Aluminum Learning Aluminum Week

After Weeks It Finally Starts To Look Nice 1 4571 33 7x2 0 Without Filler Rod How To Look Better That Look Welding

Http Weld Com Images Stainless Steel Welding Filler Metal Selection Chart Jpg Stainless Steel Welding Welding Rod Chart Welding

New Inverter Based Pulsed Mig And Tig Welding Technology Reduces Sheet Metal Welding Costs Increases Productivity Welding Projects Welding Metal Welding
1

Hester Fabrication Yelp Stainless Steel Hinges Tig Welding Fabric

Welding Fabrication And Sheet Metal Welding And Fabrication Welding Sheet Metal Fabrication

Welding Mild Steel Sheet Metal Tig Time Youtube

Tig Welding Basics Overview Tig Welding Welding Metal Working

Two 2 Welding Tig Pen Finger Feeder Rod Holder Pencil Filler Metal 2 Pack Tig Welding Metal Copper Welding

Some Little Welds From Yesterday 060 Fillet Welded With 030 316l Wire On 46 Amps With 3 32 Tungsten Goes Somewhere On The Oxygen Gener Welding Weld Tungsten

Pin By C P On Welding Metal Working Welding Types Of Welding

Here S A Mig Weld Bead I Put Down To Hot Beads Weld Welding
How To Compare And Choose Between Mig And Tig Welding

New Metal Shrinking Disc Kit Helps Smooth Damaged Panels And Shrink Oil Canned Metal With Images Metal Fabrication Tools

Mighty Fiiine Welding Aluminum Welding And Fabrication Tig Welding Aluminum

How To Weld Galvanized Pipe Tips And Tricks Youtube

Filling Holes In Sheet Metal Using A Mig Welder Tig Welder Metal Fabrication At Eastwood Youtube

Tig Welding Overhead How To Tig Weld Overhead Welding Soldering Welding For Beginners

This Video Shows The Details Of How A High End Aluminum Bicycle Frame Is Fabricated And Welded You Can Ge Welding Aluminum Welding Tig Welding Stainless Steel

How To Tig Weld Cast Aluminum Busted Oil Pan Youtube

Diy Tube Bender Dies Homemade Tools Woodworking Plans Metal Fabrication

Toxic Fab Sick Welds Welding And Fabrication Metal Welding Tig Welding

Pin On Manufacturing And Metalworking

Welding Jobs Near Me 2020 Mig Stainless Steel Aluminum Tig Welding And Fabrication Welding Aluminum Welding Crafts

Pin By Diy Welding Plans On Weld Welding Welder Table Welding Table Welding Projects Welding

Patch Panels With A Tig Welder How To Use Your Tig Welder For Rust Repair Eastwood Blog

Tig Welding Stainless Steel 16ga Outside Corner Youtube

Fabrication Of Aluminum Tig Welding Filler Rods Reinforced By Zro2 Reduced Graphene Oxide Hybrid Nanoparticles Via Accumulative Roll Bonding Sciencedirect
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrubnrehttvr Px1yrziepj Rlkmamads6vp7edtwf57jv7sqb5 Usqp Cau
Source : pinterest.com
