Thinning Process Sheet Metal
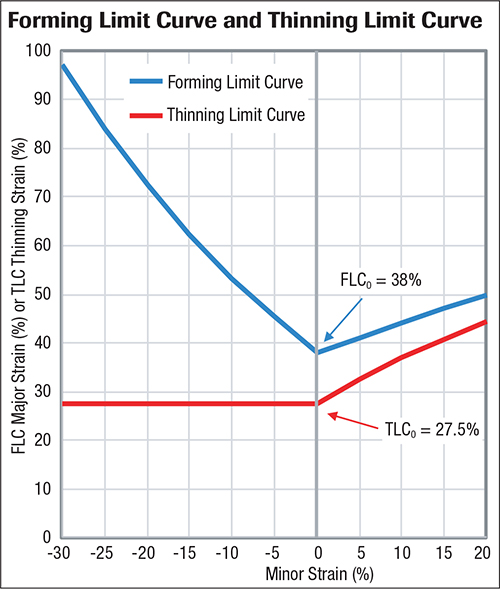
Introduction To Strain Analysis Generating The Thinning Limit Curve From The Forming Limit Curve Metalforming Magazine Article

Thinning Down Sheetmetal Youtube

Thinning And Spring Back Prediction Of Sheet Metal In The Deep Drawing Process Sciencedirect

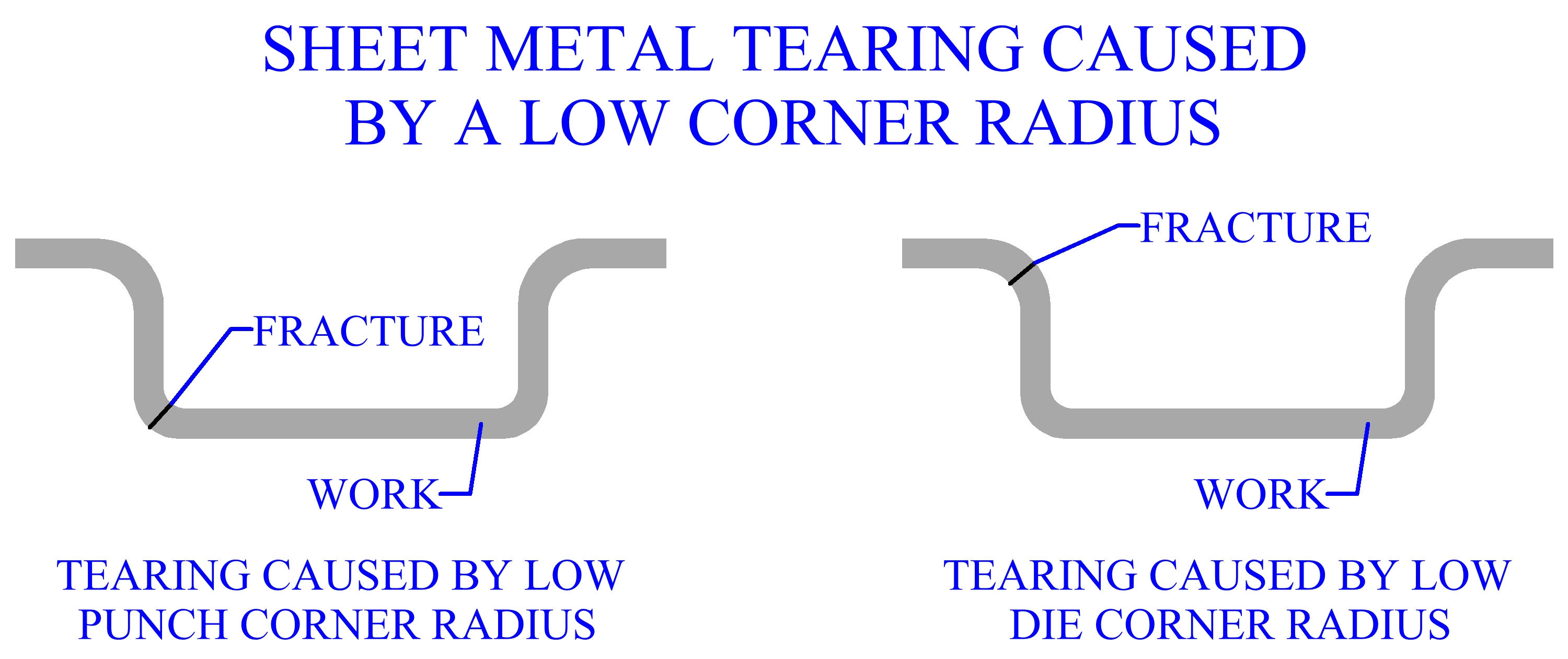
3 Ways To Predict Cracking And Splitting During Sheet Metal Forming Wiley Metal

Impressiondieforging Process Operations In The Simplest Example Of Impression Die Forging Two Dies Are Brought Togethe Forging Conceptual Understanding Metal

Pdf Effect Of Die Design Parameters On Thinning Of Sheet Metal In The Deep Drawing Process

Thinning occurs at the top of the sheet metal.
Thinning process sheet metal.

Pdf Analysis Of The Thinning Phenomenon Variations In Sheet Metal Forming Process
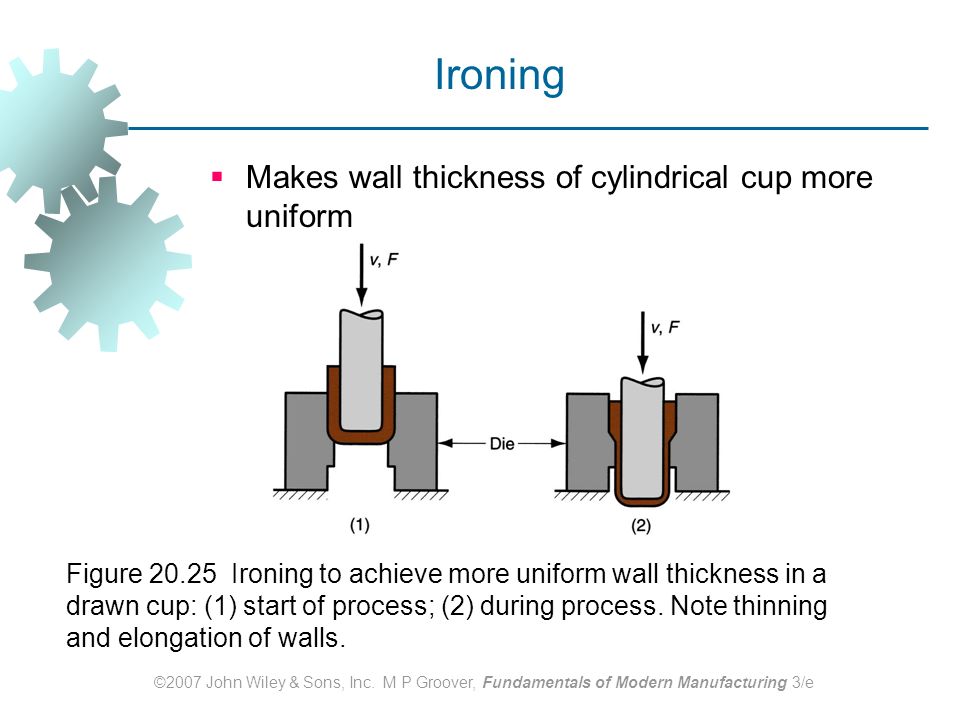
Deep Drawing Of Sheet Metal

Pdf Hair Loss Hair Thinning Poorly Growing Hair And Powerless Or Dull Hair Are Common Complaints In Clinical Dermatology T Hair Loss Dull Hair Dermatology

Aircraft Punch Flare Sets Ferramentas
Http Web Mit Edu 2 810 Www Files Lectures Lec9 Sheet Metal 2017 Pdf

Sinks Sink Sink Taps Home

Buy Look Thick Golden Brown Natural Organic Keratin Hair Fibers For Men And Women At Lowest Prices That Instant Golden Brown Hair Hair Fibers Thick Hair Styles

Pdf Optimization Of Stamping Process Parameters For Material Thinning With Design Of Experiment Approach

App Thinning Feature Of Ios9 Gets Delayed Due To An Icloud Bug Tech Tools App Storage Spaces Ios9
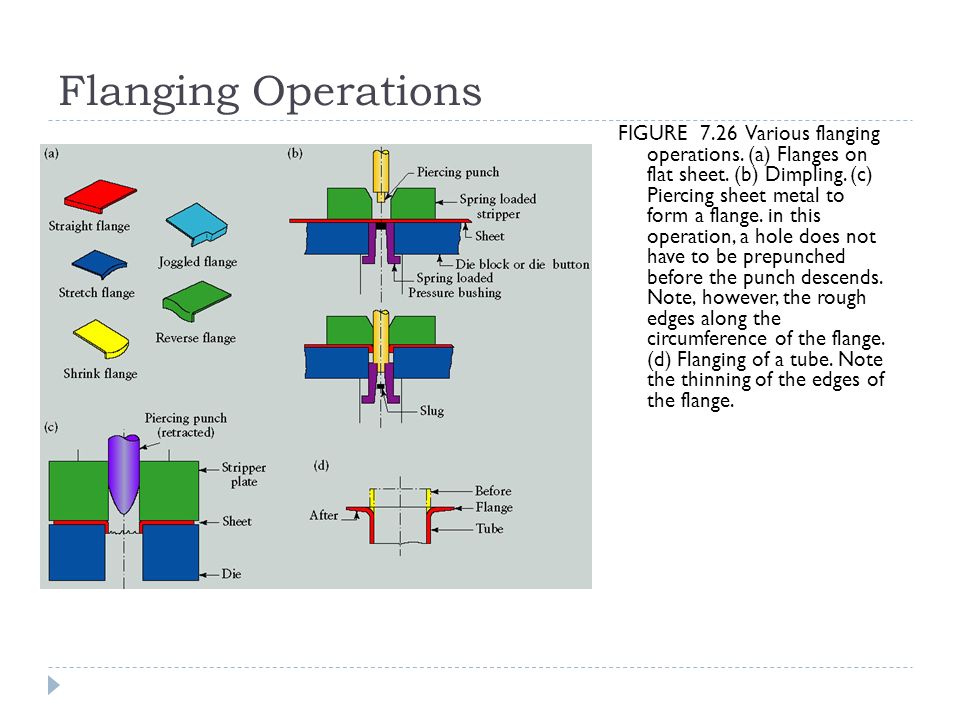
Sheet Metal Forming Processes Ppt Video Online Download

The Yijiaoyun Advanced Gripper Is An Handy And Economical Tool To Those Who Want To Move Sheet Goods The Ergonomic Design Allows On Tools Sheet Metal Too Thin

Collection Vintage Thinning Shears Hairdresser Barbers Old Tools Hair Clippers S Unbranded Hair Clippers Hair Shears Thinning Shears

Pdf Study On Thickness Thinning Ratio Of The Forming Parts In Single Point Incremental Forming Process

Uses Heat From Friction To Perform Operations In Metal Thermal Drilling Where A Conical Bit Is Rotated At High Speed Drill Kickstarter Design Metal Working

Jon Boat Plans Wooden Boat Kits Boatkits Woodenboatbuilding Wooden Boat Kits Boat Plans Boat Kits

Pin Pa Tools Accessories

Bathroom Remodel Checklist Excel Elegant Home Design Checklist With Hundreds Of Options House In 2020 Building A House Checklist Building A New Home Cool House Designs

8 Tips For Reducing Pms Symptoms Naturally Nourishmint Kitchen In 2020 With Images Essential Oils For Asthma Essential Oils Essential Oil Shampoo
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcruj8fwwvr2651j0vqx L4mceiwst0luhzetxyurjya0lribajs Usqp Cau

Mystic Offshore C5000 Catamaran Plans Single Screw Page 1 Of 1 Boat Plans Model Boat Plans Boat Building Plans

Pin On Infographics

Phytocyane Revitalizing Serum Phyto Sephora With Images Dry Scalp Treatment Help Hair Loss Best Hair Loss Treatment

Ebay Ad Url Vintage Midwest Forged In Usa Metal Cutter Tin Snips Scissor Shears Tool Decor In 2020 Metal Cutter Tin Snips Sheet Metal Cutter

Pin By Jtb Metal Designs On Metal Working And Finishing Metal Working Metal Art Metal

Rolling Mill For Metal Sheet And Wire Up To 5ga 3 Inch Rollers In 2020

Tree Stump The Stump Provides A Solid Base For Hammering Needs Flat Bottom To Be Sturdy Sheet Metal Tools Metal Working Tools Metal Shaping

Beautiful Flute Earrings Vintage Flute Keys Reused Recycled Flute Music Jewelry Musicro Unique Musi Music Jewelry Music Gifts Vintage Earrings
Pin On My Hair Your Hair Our Hair

The Beginner S Guide To Cigars Beginners Guide Beginners Cigars

Full Color To Thinned By Water Tint Using 9 Color Mijello Mission Gold Watercolors Sampler From Blick Arti Color Mixing Chart Artist Supplies Gold Watercolor

We Have Urgent Requirement In Manufacturing Industries Position Engineer Tool Room Interview Location Twginte With Images Tool Room Positivity Safety Training
Https Www Mdpi Com 2673 3161 1 2 7 Pdf

Kuvjx3xtbtzznm

Installing Tuftex Polycarb Clear Panels On Greenhouse Youtube Sheet Metal Roofing Pvc Roofing Corrugated Roofing

Star Professional Barber Scissors Slick Surgico Barber Scissors Manicure Instruments Barber

How To Make A Cat In The Hat Costume With Pop Up Cats In 2020 Seuss Crafts Pop Stick Craft Book Characters Dress Up
Sheet Metalworking Dies And Presses For Sheet Metal Processes Ppt Video Online Download

Clear Guard Sealers Sealer Guard Instruction

Diy Excellent Tips Here On How To Apply Dark Wax How To Conserve Paint By Thinning Down On Second Coat And How To Chalk Paint Furniture Dark Wax Diy Painting

Pin On Barberias Modernas

Save Up To Shed Building Plans In 2020 Home Building Tips Building A House Checklist New Home Checklist

How To Make Galvanized Metal Look Old Ehow Galvanized Metal Diy Painting Galvanized

The Gent By Detloffknives On Deviantart With Images Scrap Metal Art Metal Art Metal Artwork
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrttf1tdcbtwp8ivnq1jztol0ntpjnslrqpze1 A5qiog8di9q Usqp Cau
Source : pinterest.com
