Thinning Defect In Sheet Metal

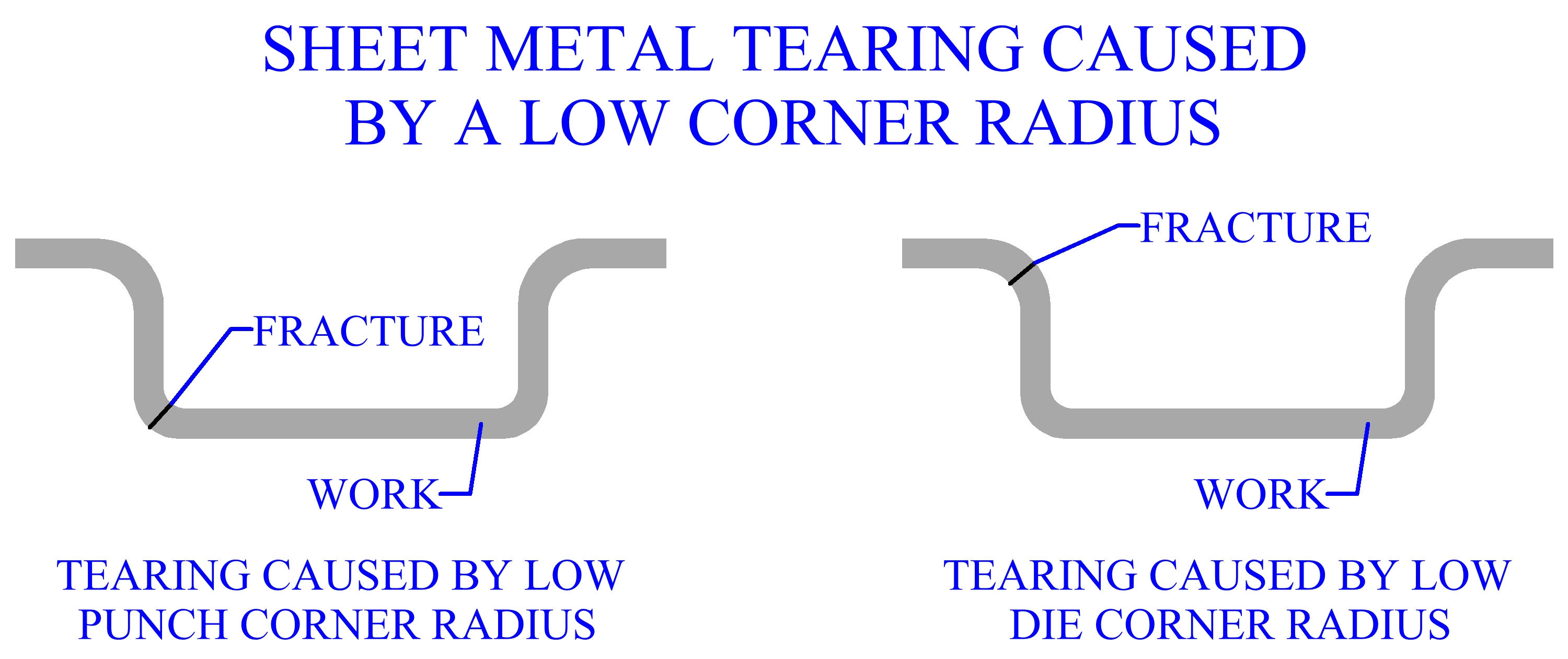
3 Ways To Predict Cracking And Splitting During Sheet Metal Forming Wiley Metal
Identifying And Resolving The Most Common Defects In Sheet Metal Forming Stampingsimulation

How To Control The Warping Of Parts In Thin Sheet Metal Fabricating And Metalworking

Pdf Effect Of Die Design Parameters On Thinning Of Sheet Metal In The Deep Drawing Process

Problems In Sheet Metal Forming Download Scientific Diagram
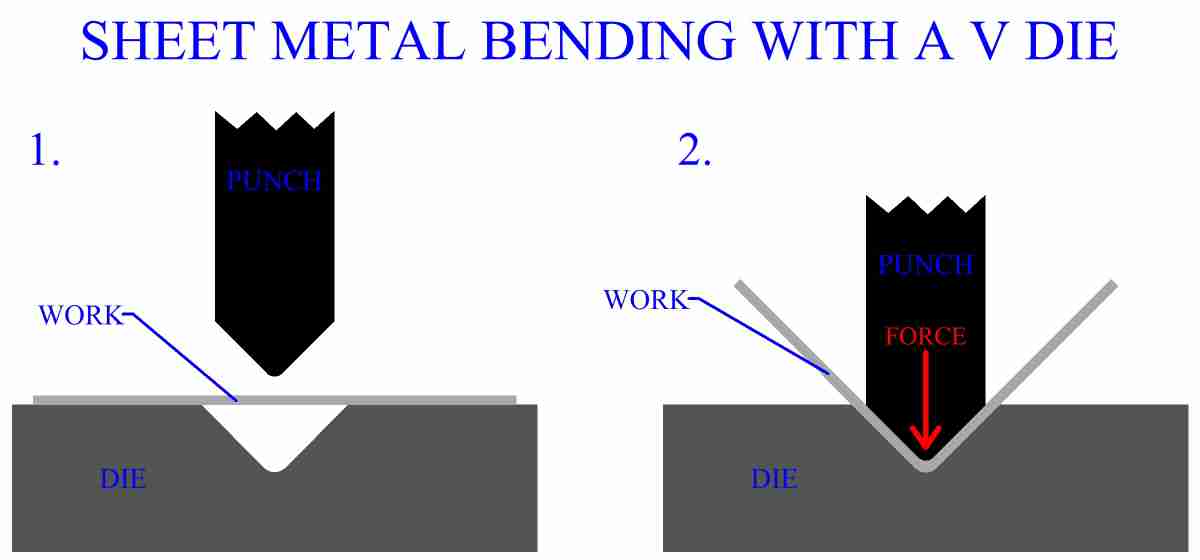
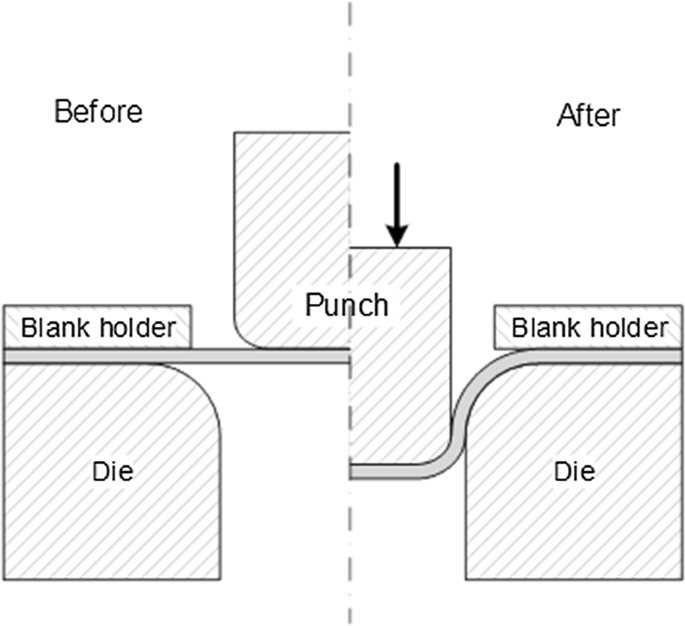
Sheet Metal Bending

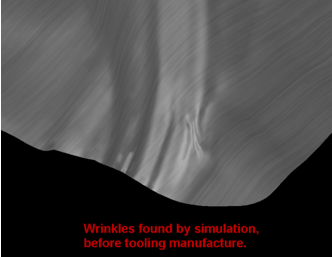
Most part defects such as splits and wrinkles occur in forming operations.
Thinning defect in sheet metal.

Pdf Analysis Of The Thinning Phenomenon Variations In Sheet Metal Forming Process

Material Properties Of Sheet Metal Blank Material Dc04 Download Table
Deep Drawing Of Sheet Metal
Https Www Imetllc Com Wp Content Uploads 2016 09 Orangepeel Article Pdf

Pdf An Expert System For Process Planning Of Sheet Metal Parts Produced On Compound Die For Use In Stamping Industries
Pdf Sheet Metal Profiles With Variable Height Numerical Analyses On Flexible Roller Beading
Pdf Simulation Of Sheet Metal Forming Using Explicit Finite Element Techniques Effect Of Material And Forming Characteristics Part 1 Deep Drawing Of Cylindrical Cups
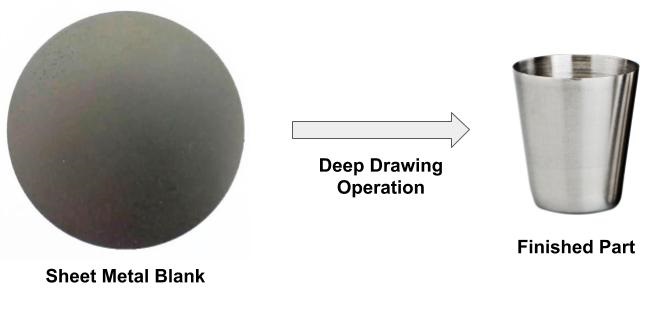
Deep Drawing Process In Sheet Metal Parts Smlease Design
Pdf Forming Behaviour Of Tri Ply Cladded Sheet Metal Of Stainless Steels With Aluminium In Core
Pdf Integrated Process Simulation And Die Design In Sheet Metal Forming

Minimum Values Of Basic Mechanical Properties Of Sheet Metal Download Table

Pdf Model Prediction Of Defects In Sheet Metal Forming Processes 19th International Conference Eann 2018 Bristol Uk September 3 5 2018 Proceedings
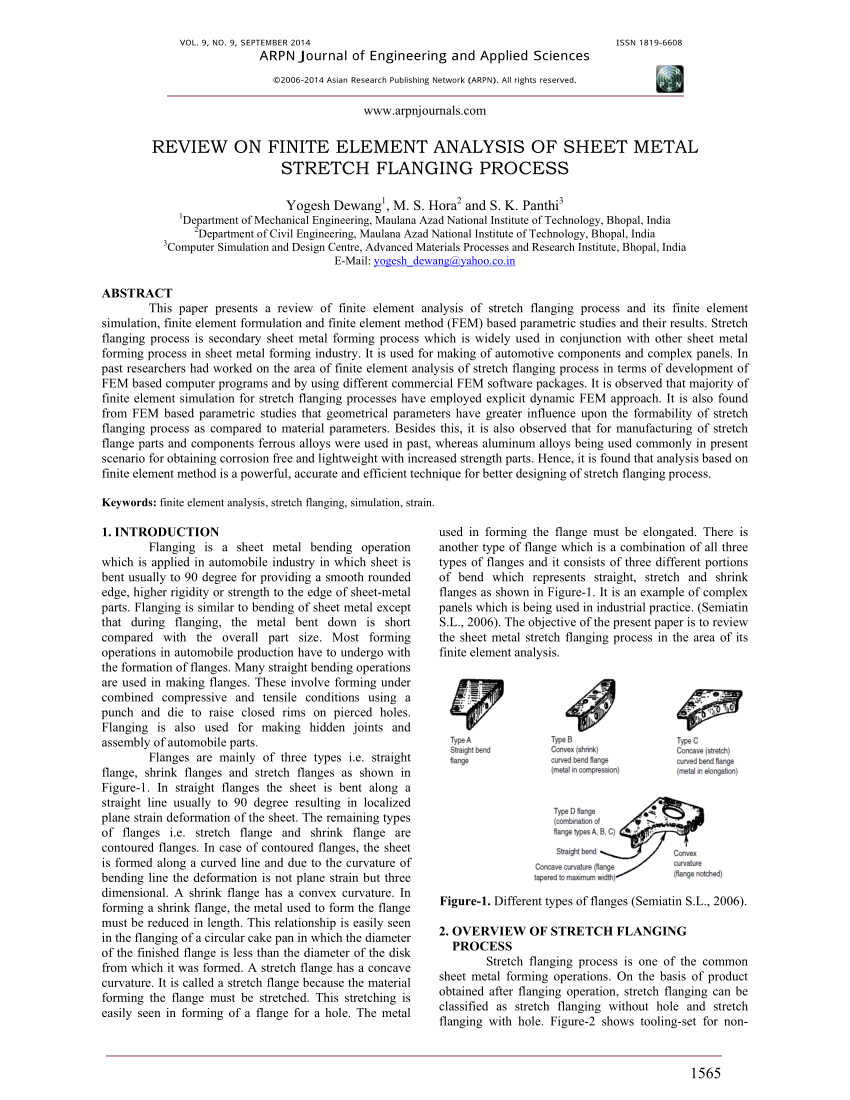
Pdf Review On Finite Element Analysis Of Sheet Metal Stretch Flanging Process
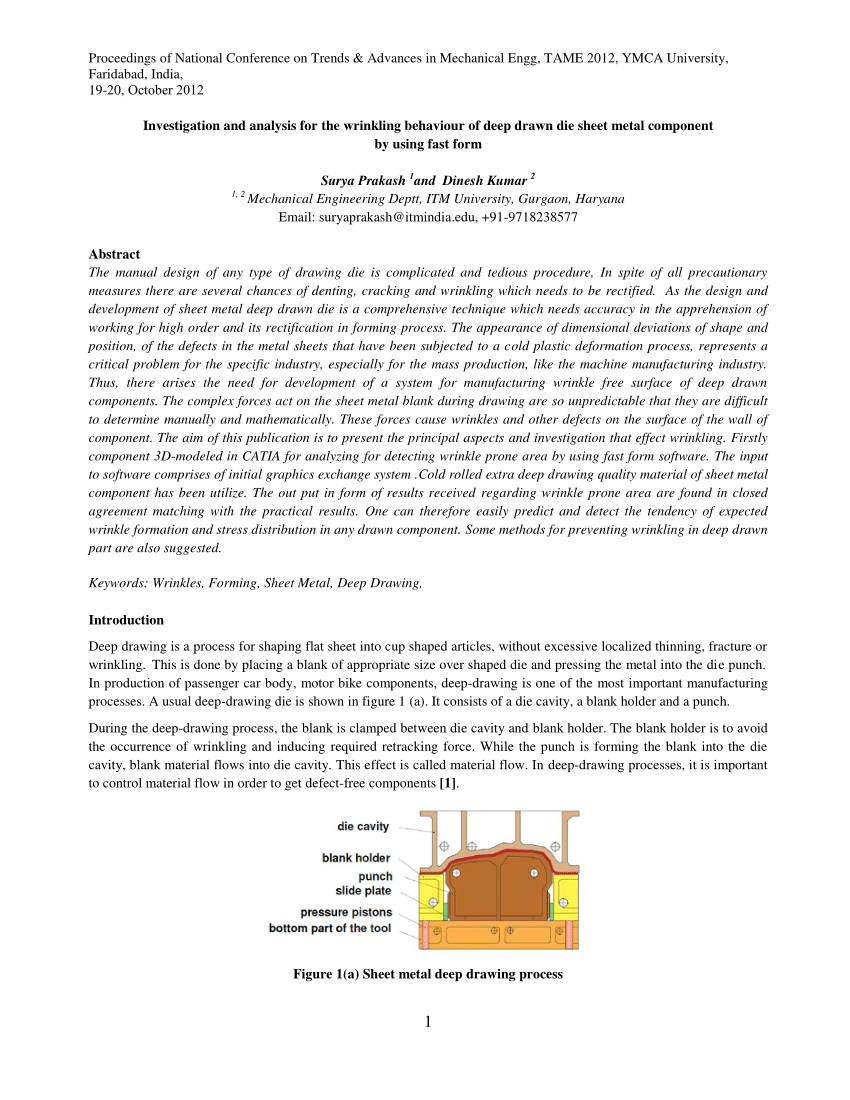
Pdf Investigation And Analysis For The Wrinkling Behaviour Of Deep Drawn Die Sheet Metal Component By Using Fast Form
Pdf Introductory Study Of Sheet Metal Forming Simulations To Evaluate Process Robustness
Pdf Developments Of New Sheet Metal Forming Technology And Theory In China

Chemical Composition Of Aluminium Sheet Metal Grades Download Table
Metals Free Full Text Sheet Metal Forming Optimization Methodology For Servo Press Process Control Improvement Html
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcruj8fwwvr2651j0vqx L4mceiwst0luhzetxyurjya0lribajs Usqp Cau

Pdf Recent Developments And Trends In Sheet Metal Forming
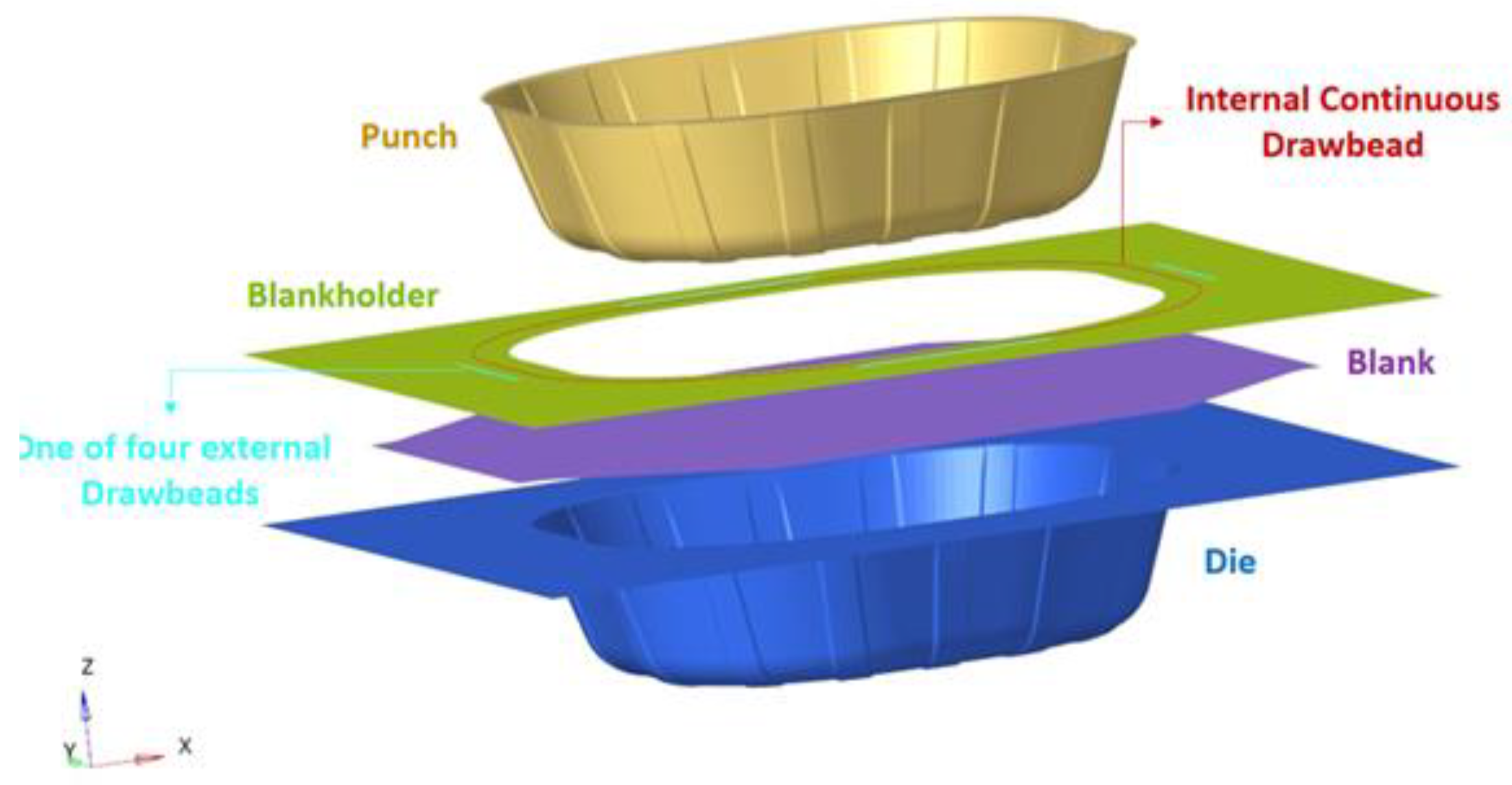
Pdf Analysis Of Deep Drawing Of Sheet Metal Using The Marform Process

Pdf Study On Effects Of Spring Back On Sheet Metal Bending Using Simulation Methods

Sheet Metal Forming An Overview Sciencedirect Topics

Pdf A Review Paper Onforming Process Of Perforated Sheet Metal
Pdf Numerical Modeling And Simulation In Sheet Metal Forming Academic And Industrial Perspectives

True Stress Strain Responses For Cp Ti Sheet Metals In Different Download Scientific Diagram
Pdf A Review On Sheet Metal Rubber Pad Forming
Single And Ensemble Classifiers For Defect Prediction In Sheet Metal Forming Under Variability Springerlink

Sheet Metal Inspection Reverse Engineering Productivity Quality
Comparison Of Extrusion Processes In Sheet Bulk Metal Forming For Production Of Filigree Functional Elements Sciencedirect
Pdf Effect Of Die And Punch Radius On Springback Of Stainless Steel Sheet Metal In The Air V Die Bending Process

Pdf Prediction Of Sheet Metal Formability Fld By Using Diverse Method

Sheet Forming Process An Overview Sciencedirect Topics

Sheet Metal Forming In The Case Of Hinge Manufacturing Process Part 2 Numerical Study Request Pdf

Pdf Topology And Shape Optimization Of Sheet Metals With Integrated Deep Drawing Simulation

Pdf Experimental Investigation On The Geometrical Accuracy Of The Cnc Multi Pass Sheet Metal Spinning Process

Orange Peel Industrial Metallurgists

I Learned How To Accurately Mark And Bend Sheet Metal Ferramentas Garagem Serralheria

Pdf A Brief Review Of Incremental Sheet Metal Forming

Sheet Metal Design Guidelines By Dfmpro

Metals Special Issue Modelling And Simulation Of Sheet Metal Forming Processes

Pdf Tool Making Innovations In Sheet Metal Forming

Openform Gns Gesellschaft Fur Numerische Simulation Mbh
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcs2zh761cffk2mmdxoy2ot0dfbbwnj7xefl2jkela3hd X 2tz5 Usqp Cau
Source : pinterest.com
